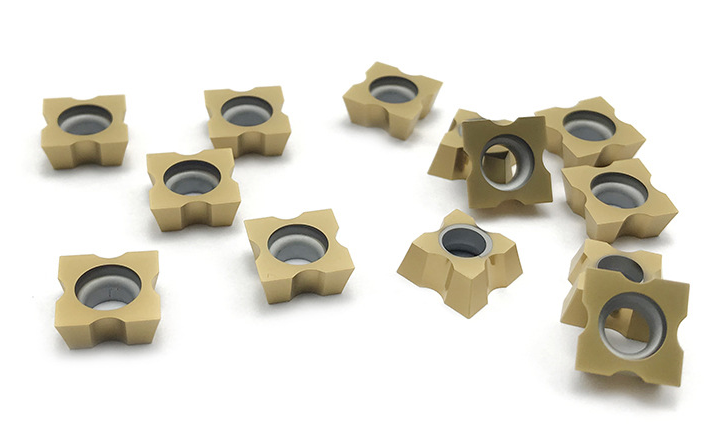
硬质合金刀片作为社会生产财富加工利器,在切削加工作业中,通常都希望获得更短的加工时间,长的刀具寿命和高的加工精度。因此必须充分考虑工件材料的材质、硬度、形状状况及机床的性能,选择合适的硬质合金刀片使用高效率的切削条件。
硬质合金车削加工三要素如下:
1.切削速度(Vc)
工件在车床上旋转,将其每分钟的转数定义为主轴转速(n)。由于工件旋转,在其直径的切削点处产生切削速度,称为线速度,单位米/分钟。通常用线速度来考虑切削速度对加工的影响。
切削速度对硬质合金刀具寿命有非常大的影响。提高切削速度时,切削温度上升,而使刀具寿命大大缩短。加工不同种类、硬度的工件,切削速度会有相应的变化。在通常情况下,切削速度提高20%,硬质合金刀片耐用度降低1/2;切削速度提高50%,硬质合金刀具耐用度降至原来的1/5;低速(20-40m/min)切削易产生振动,使刀具寿命缩短。
2.进给量(fn)
进给量是指工件每旋转一周,硬质合金刀具的移动量,单位为毫米/转。
进给量是决定被加工表面质量的关键因素,同时也影响加工时切屑形成的范围和切屑的厚度。在对硬质合金刀具寿命影响方面,进给量过小,硬质合金刀片后刀面磨损大,刀具寿命大幅度降低;进给量过大,切削温度升高,后刀面磨损也增大,但较之切削速度对硬质合金刀具寿命的影响要小。
3.切削深度(ap)
切削深度指未加工表面与已加工表面之间的差值,单位毫米。它时工件未加工直径与已加工直径差值的一半。
切削深度应根据工件的加工余量、形状、机床功率、刚性及刀具的刚性来确定。切削深度变化对硬质合金刀具寿命影响不大。切削深度过小时,会造成刮擦,只切削工件表面的硬化层,缩短刀具寿命。当工件表面具有硬化的氧化层时,应在机床功率允许范围内选择尽可能大的切削深度,以避免刀尖只切削工件的表面硬化层,造成刀尖的异常磨损甚至破损。
硬质合金刀片车削加工的最终目的时达到最佳使用价值,提高生产效率最大化,合理使用选择会得到更好的加工效果。
获取更多关于非标硬质定制专家的相关资讯,或想找专业硬质合金厂家、生产硬质合金板材、长条薄片、冲压冷镦模、棒材、轧辊、分条刀、圆环、钨钢密封环、钨钢喷嘴、滚剪切刀具等。此外,我们公司还提供根据客户图纸、样品或需求生产加工各类非标硬质合金产品,并能根据特定加工对象制定硬质合金工具整体生产定制解决方案等,敬请关注硬质合金网(www.zzdarui.com)或关注官方微信公众号“硬质合金网”如有更多疑问也可以直接联系我们市场部,联系电话:0731-28827499。


 全国询价热线
全国询价热线