株洲达锐 · 硬质合金好合金、选达锐
联系电话:0731-28827499139-7338-3873
联系电话:0731-28827499139-7338-3873


 全国询价热线
全国询价热线
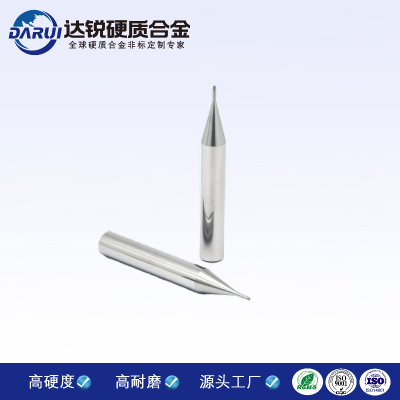
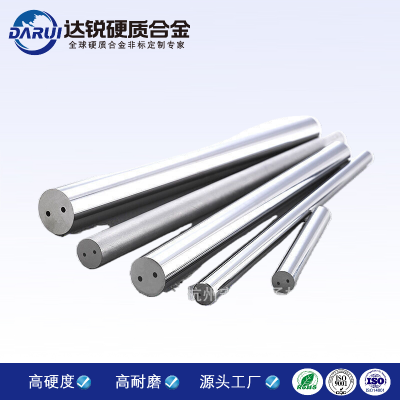
逐渐的变多的加工车间正用整体硬质合金钻头代替枪钻加工深孔。株洲达锐硬质合金有限公司硬质合金钻头的出产商,则以为此类钻头的功用优势对那些在自己的车床上用枪钻加工深孔,或将深孔加工任务转包给枪钻加工车间的制造商具有逐渐的变大的吸引力。可是,与枪钻——一般会用硬质合金或淬硬高速钢钻尖、淬硬钢刀柄和直槽——比较,整体硬质合金深孔钻头也存在一些局限性。例如,它们的钻孔深度极限值(标明标准)为40倍孔径,而枪钻可以垂手可得地钻削深度达50倍孔径以上的深孔。
既制造枪钻,也出产整体硬质合金钻头的株洲达锐硬质合金有限公司加工产品司理指出,枪钻可以钻削加工各种难加工材料,“由于枪钻的加工速度较慢,因此排屑较简略。在钻削钛合金和不锈钢时,排屑是一个大问题,而枪钻在加工难加工材料时具有更加好的通用性。在这些加工中,枪钻仍然会被许多运用。”

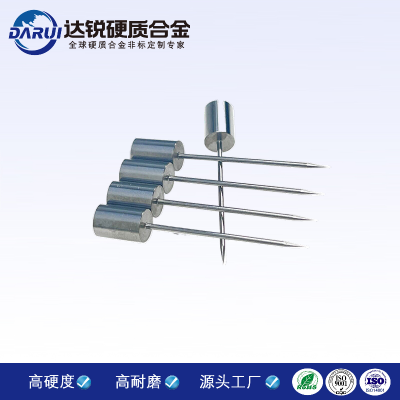
选用硬质合金深孔钻头的另一个阻碍是,加工人员对其脆性并由此引起开裂的潜在危险感到担忧。例如,某厂家担忧用一支直径6.35mm的整体硬质合金钻头,能否在不到4分钟的时间内,在像Nitronic 50氮强化奥氏体不锈钢这种极难加工的合金材料上钻削出240mm的深孔,而钻头仍能坚持无缺。该工厂负责人首先将一支标准长度硬质合金钻头装夹在车床上,钻了一个2倍孔径深(约13mm)的导向孔,然后转而运用株洲达锐硬质合金有限公司的RT100T内冷却整体硬质合金钻头(直径6.35mm,长度为30倍直径)进行钻削加工。他说,“我在转而运用后,编制了一个M00代码。然后选用车床冷却系统的高压喷头,供应2000psi、3.5gpm的高压冷却液。由于挑选运用高压冷却,因此选用了密封式套筒夹头来夹持钻头。当钻头钻入孔中后,就打开高压冷却喷头。”切削参数为:圆周切削速度42m/min(140sfm),主轴转速2140r/min,进给率0.089mm/r。钻削每个孔的加工时间(包括钻导向孔在内)约为3.5分钟。在有必要对钻头进行重磨和从头涂层(TiAlN涂层)前,一共加工了65个孔。
从出产率的角度来看,整体硬质合金钻头的加工功率比枪钻前进了8倍;从加工本钱的角度来看,该加工车间节省了外协加工的劳动力本钱和运送本钱。尽管整体硬质合金钻头的价格(375美元)比枪钻(70美元)高5倍多,但出产率的大幅前进很快就能抵消和逾越刀具本钱的增加。
获取更多关于硬质合金非标厂家的相关资讯,或想找专业硬质合金厂家、生产硬质合金板材、长条薄片、冲压冷镦模、棒材、轧辊、分条刀、圆环、钨钢密封环、钨钢喷嘴、滚剪切刀具等。此外,我们公司还提供根据客户图纸、样品或需求生产加工各类非标硬质合金产品,并能根据特定加工对象制定硬质合金工具整体生产定制解决方案等,敬请关注硬质合金网(www.zzdarui.com)或关注官方微信公众号“硬质合金网”如有更多疑问也可以直接联系我们市场部,联系电话:0731-28827499。


达锐谭经理

达锐手机网
Copyright © 2002-2024 株洲达锐硬质合金有限公司 版权所有 ICP备案号:湘ICP备2024078032湘ICP备2024001号-1